



Industrial
Pump Hire
When your industrial or refinery operations demand immediate, high-performance, and safety-compliant pumping, Pioneer Pump Solutions delivers. Our extensive pump hire fleet is engineered for critical applications: dewatering, fire suppression, temporary pump replacements, and high-pressure tank cleaning - where uptime and safety are paramount.
Every hire unit is fully equipped with Chalwyn Valves, Spark Arrestors, and optional gas detector integration for automated shutdowns in hazardous environments. This ensures robust protection for both personnel and equipment in potentially volatile atmospheres.
Our intelligent diesel pumps feature advanced telemetry for remote monitoring and control, automation of pressures and flow rates, and level management via floats - reducing manual intervention and maximising efficiency.
As a UK manufacturer, Pioneer continuously refines its fleet based on real feedback from our customers. Our Stage V engine pumps, housed in low-noise acoustic enclosures, avoid common DPF issues and deliver consistent, reliable performance.
Our expert team is ready to assess your needs and recommend the right pump for your application. To hire a safe, intelligent, and high-performance pump, contact Pioneer Pump Solutions today.

Key Features
- Advanced telemetry for remote monitoring & control
- Chalwyn valve and spark arrestors fitted as standard
- Exceptional equiptment flexibility via full hire fleet
- High pressure pumps up to 20bar
- Enhanced safety for hazardous environments such as ATEX
- Gas detectors optionally installed for auto shut down
- Tailored pumping solutions from application experts
- PN16 or ASA150 flanged terminations available
- 24/7 engineer support with experience on industrial sites
Typical
Datasheets
These datasheets represent a selection of our commonly requested pumpsets and are intended to provide a general overview of what we offer.
Please note that this is not an exhaustive list - our full product range includes additional models and configurations to suit a variety of requirements.
DOWNLOAD THE DATASHEETS FOR MORE INFORMATION ON THE PRODUCTS
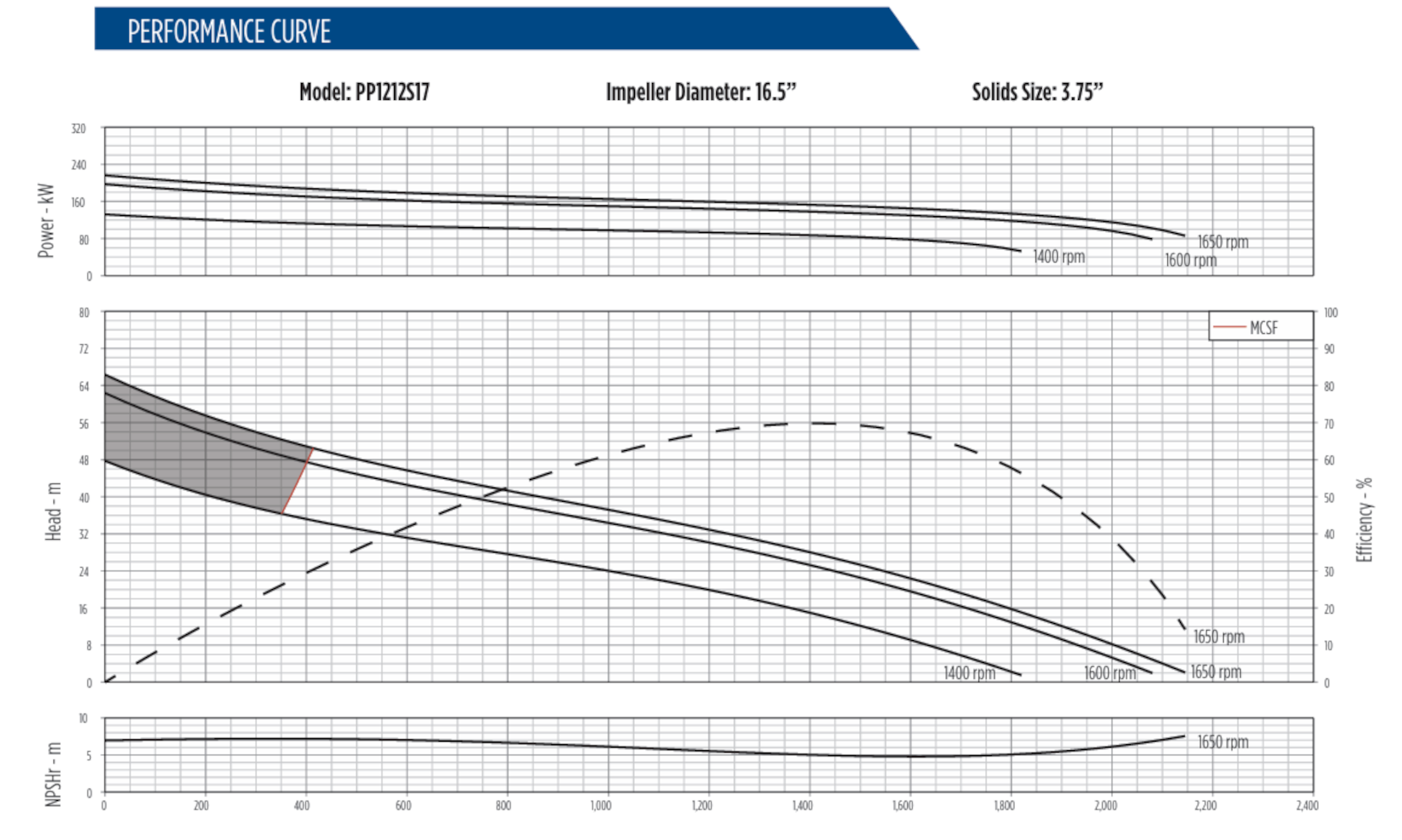
300SM-EVO
A high-flow 12x12" pump moving up to 2150 m³/h with 66m head and 3.5" solids handling. It runs on a 311 HP Scania engine, perfect for high flow applications.
![]() Download the 300SM-EVO Datasheet
Download the 300SM-EVO Datasheet
150CX-EVO
An 8x6" pump delivering 1000m³/h and 196 m head. It features a Stage V Scania engine, perfect for high pressure applications.
Case
Study
The Client, a Danish oil refinery, contacted Pioneer with the aim of producing a pumpset that would be able to assist with their ‘Non-Entry’ tank cleaning system, designed for the de-sludging of bulk fuel and chemical storage tanks.
The Requirements
The nature of the application meant that the client required a high pressure pumpset capable of producing flows in excess of 1000m3/hr at 11 bar of pressure.
Due to the hazardous environment, the pumpset in question would also have to be ‘rig safe’ to ensure that it was able to be used whilst on site.
The Method
Following consultations with the client, it was determined that the Pioneer Pump 200CH High Pressure pumpset could deliver the precise flows and pressure required. The ‘Non-Entry’ tank cleaning system is designed to de-sludge bulk fuel and chemical storage tanks by controlling and circulating a high-velocity liquid stream through directable nozzles fitted to the tank shell.
Pioneer’s bespoke high pressure, high flow solution reduced downtime at the refinery, saving hundreds of thousands of pounds. The external pump configuration allowed the ‘Non-Entry’ method to be used, which is far safer than traditional manual tank cleaning.
Pioneer’s high pressure pumpsets helped prevent sludge build-up on the tank floor by creating movement in the oil, suspending solids in the mobile oil so they didn't settle.
The Results
Since the first successful trial, the client has repeatedly utilised the 200CH/X pumps for this application throughout Europe.
Both the client and the end users were impressed with the reliable performance of the 8” high pressure pumpset and service from the Pioneer team.
In addition to this, the ATEX certification gave the users reassurance that the pumps in use would be safe for the strict hazardous environments they were being used for.
- Reduced end-user downtime
- Increased client’s profitability
- Pumpsets safe to use across Europe
Pump Features
- Fitted with air intake Chalwyn Valves and spark arrestors
- High flow and high pressure configurations available
Performance Details
- Standard Max Flow: 1300m3/hr
- Standard Shut-Off: 145m

